
主要受注製品
- エンドミルなどの工具類
- 歯車(平歯車、内歯車、マイタ、ラック、ピニオンなど)
- ボルト、ナット、ネジ、ワッシャー等
- OA機器部品、産業ロボット部品、輸送機部品、モーター用部品、半導体業界向部品など
表面処理
無電解ニッケルめっき
無電解ニッケルめっきは電気ニッケルめっきとは違い、電気を使わずに化学的還元作用を利用してニッケル皮膜を形成するめっき手法です。
・膜厚の均一性
電気ニッケルめっきは、めっきする製品に対して、電気が通りやすい部分と通りにくい部分が発生するため、均一な膜厚になりにくいです。
一方で、無電解ニッケルめっきは、電気を使わず化学的還元作用を利用して行うめっきのため、複雑な形状の製品であっても、膜厚が均一になりやすい特徴があります。また膜厚の均一性に優れていることから寸法精度も維持することが可能です。
・耐食性に優れている
無電解ニッケルめっきは、一般的に電気ニッケルめっきよりも耐食性に優れています。無電解ニッケルめっき皮膜には数%のリンが含有されており、電気ニッケルめっきよりもピンホールの少ない皮膜が形成されます。また膜厚の均一性も優れていることから、緻密な皮膜を形成するため、耐食性の強さにも繋がっております。
・耐久性に優れている(耐摩耗性)
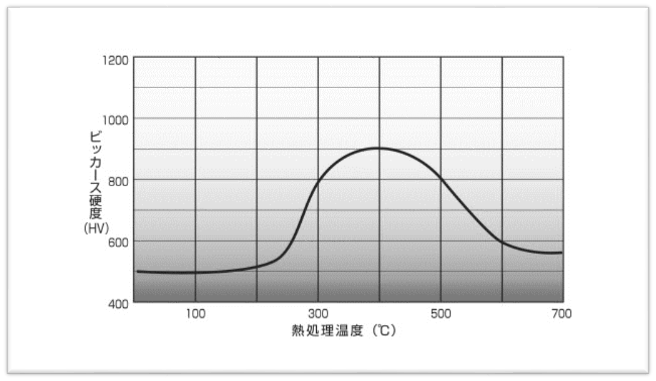
無電解ニッケルメッキは、電気ニッケルめっきに比べ硬度が高いという特徴があります。硬度が高いことで摩擦等に強くなり、耐久性が上がります。また無電解ニッケルめっきは、めっき後に熱処理を加えることで硬度がより高くなるという特徴もあります。


四三酸化鉄処理(黒染処理)
黒染めとは、鉄鋼の表面に四三酸化鉄(Fe3O4)の黒色皮膜(いわゆる「黒錆」)を形成して、鉄鋼の内部を保護する処理です。
・防錆能力の向上
黒染め処理をすることで表面が四三酸化鉄皮膜で覆われます、それにより赤錆の発生をある程度抑制することができます。また四三酸化鉄皮膜は多孔質のため、後処理としてこれらの穴に防錆油を含浸させれば、水分の浸入を防ぐことができ、防錆能力をさらに向上できます。亜鉛めっきやニッケルめっきほどの防錆能力を与えることはできませんが、美観を与えつつある程度の防錆能力を与えたい場合には黒染め処理がおすすめです。
・寸法精度がほとんど変わらない
四三酸化鉄皮膜は非常に薄く(1μ程度)、寸法にほとんど影響が出ません。
・安価である
黒染め処理は、他の表面処理よりもコストが低いのが特徴です。
電解研磨
電解研磨とは、電気分解を利用して金属表面の研磨を行い、金属表面の微細な凹凸の平滑化・不動態化・バリ取り・洗浄性を高める処理です。
・耐蝕性を上げつつ鏡面のような光沢が得られる
電解研磨は表面の凸部をミクロン単位で溶解するため、不働態皮膜により耐蝕性を向上させつつ、微細な平滑化により鏡のような光沢面を得る事が出来ます。
アルマイト処理(陽極酸化処理)
アルミニウムを陽極(+極)で電解処理して人工的に酸化被膜(アルミの酸化物)を生成させる表面処理のことです。アルミニウムは酸素と結びつきやすく、空気に触れていると薄い酸化被膜を作ります。この自然に作られる被膜で保護されているので一般的に錆びにくい、いわゆる耐食性が良いといわれています。
しかし、この被膜は非常に薄いので、環境によっては腐食してしまいますし、キズなどにも弱いです。そこでアルミニウムを陽極として電解処理を行い、人工的に酸化被膜を厚くさせる事で、耐食性や硬度などを向上させることが出来ます。
・耐食性が向上
アルマイトは、自然に生成される酸化被膜よりも厚い被膜が生成されるので、耐食性の向上が期待できます。
・硬度・耐摩耗性が向上
アルマイト処理では、アルミ素材の硬度や耐摩耗性を高められます。
○純アルミニウム:Hv 30程度
○標準アルマイト:Hv 200前後
○硬質アルマイト:Hv 400以上(材質により柔らかいものもある)
・絶縁性
アルミニウムは電気が流れる素材ですが、アルマイト処理をすることで絶縁され、電気が流れなくなります。
・熱伝導率が低下
アルミニウムは他の金属と比べて熱伝導性の良い素材ですが、アルマイト処理をすると酸化被膜により熱伝導率は下がり、通常のアルミニウムの3分の1程度になります。
・美観
着色アルマイト処理なら、酸化被膜にできた孔に染料を吸着させることで、多様な色のアルマイトを作れます。耐食性を向上させるだけでなく、着色することによって見た目の美しさを向上させる事もできます。
アルマイト処理の種類は下記のようなものがあります。
白アルマイト(無色アルマイト)
最も一般的なアルマイトです。白色に着色するわけではなく、素材生かした色になります。
着色アルマイト(カラーアルマイト)
着色アルマイト(カラーアルマイト)とは、アルマイト加工後の表面に形成された微細な孔(ポア)に有機染料や無機化合物を吸着させて染色する方法です。これにより、多様な色のアルマイト被膜を作れます。また、別の手法としてアルマイト加工後に金属塩を溶解した浴中で電解を行い、金属または金属化合物を被膜孔内に析出させて染色する方法も存在します。この手法は電解着色と呼ばれるものです。
硬質アルマイト
硬質アルマイトは、低温の処理液を使用して厚いアルマイト被膜を生成し、高い硬度と耐摩耗性を持つ被膜を形成する方法です。
対応素材
| 鉄 | アルミ | 銅合金 | SUS | ZDC | |
| 無電解ニッケルめっき | ○ | ○ | ○ | ○ | |
| 四三酸化鉄処理(黒染処理) | ○ | ||||
| ZDC材への黒染処理 | ○ | ||||
| Cu材への黒化処理 | ○ | ||||
| 電解研磨処理 | ○ | ||||
| 化成処理 | ○ | ||||
| パシベート | ○ | ||||
| アルマイト | ○ | ||||
| バフ研磨 | ○ | ○ | ○ | ○ | ○ |
| レーザーマーカー | ○ | ○ | ○ | ○ | ○ |